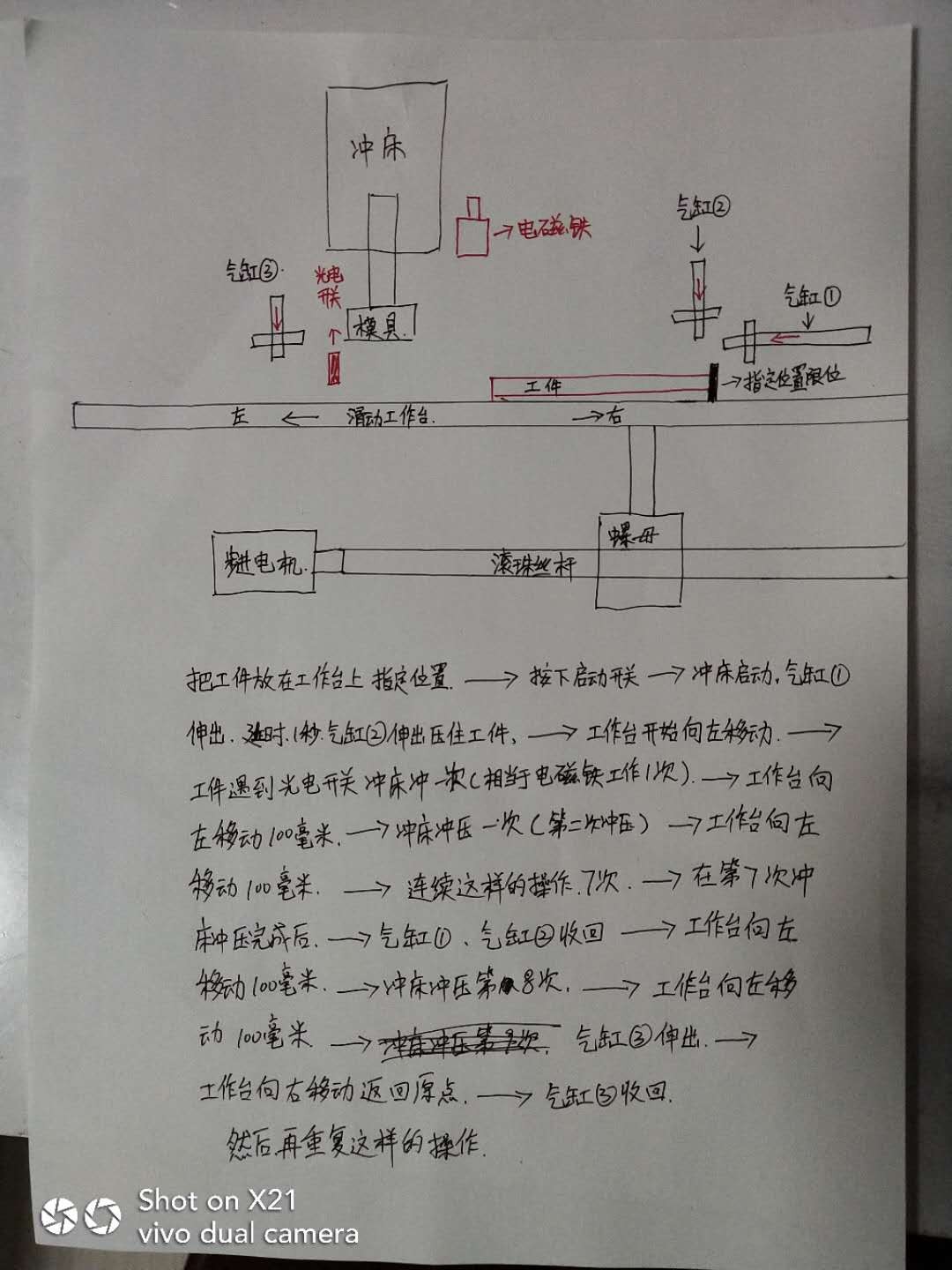
上图是客户要求
程序指令=
>001:DT1=0; 伸出气缸
>002:DT2=0; 气缸2压住工件
>003:L1000; 放料后延时
>004:X+100; 工作台移动
>005:N1; 循环开始
>006:DI1=0; 等待冲压机信号
>007:X+100; 工作台移动
>008:N2=7; 重复冲压7次
>009:DT2=1; 松开压料
>010:DT1=1; 气缸回收
>011:X+100; 再移动100
>012:DI1=0; 第8次冲压
>013:X+100; 再移动100
>014:DT3=0; 气缸3伸出
>015:X-0; 返回原点
>016:DT3=1; 气缸3 回收
>017:ENT; 程序执行到这里会暂时,再次按下运行键继续运行